Concrete Batching Plant Investment Cost: 2026 Global Sourcing & ROI Analysis

Strategic Capital Expenditure (CAPEX) Overview
Investing in a commercial or project-specific concrete batching plant line requires a calculated balance between initial capital expenditure (CAPEX) and long-term operational viability (OPEX). For infrastructure contractors and ready-mix concrete (RMC) startup investors, a frequent point of failure is underestimating localized site preparation expenses, civil foundation outlays, and cross-border supply chain logistics.
Selecting equipment solely based on a low machinery sticker price often yields inflated downtime and component failure rates, rapidly eroding the investor's projected profit margins.

This procurement analysis delivers a comprehensive financial model for standard industrial plant nodes—specifically focusing on the high-demand HZS60 (60 m³/h) and HZS120 (120 m³/h) configurations. It provides structural cost breakdowns, risk-mitigation parameters, and the exact volumetric payback formulas utilized by global construction asset managers to forecast true return on investment (ROI).
Complete Setup Capital Breakdown (60 m³/h vs. 120 m³/h)
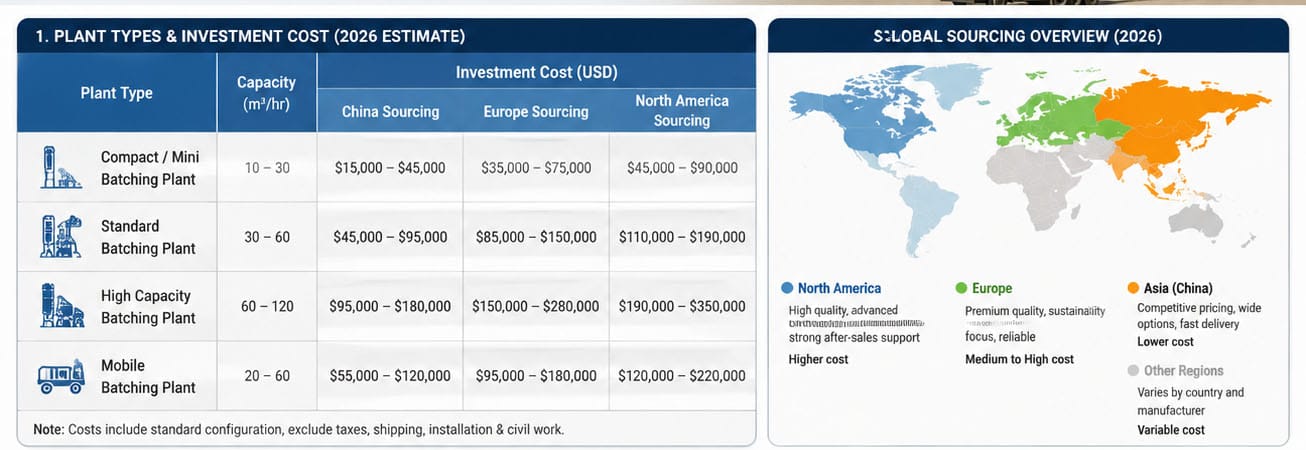
To build a reliable fiscal runway, initial budgeting must look past the core mixing tower and encompass the entire operational site infrastructure layout. The financial allocations below represent standard 2026 cost parameters for sourcing certified tier-1 Chinese equipment delivered to standard international gateway ports.
1. Core Plant Machinery Assets
-
HZS60 Stationary Plant (Skip Hoist System): Standard configurations—incorporating a 1.0 m³ compulsory twin-shaft mixer, a 3-bin aggregate batcher, basic PLC automation, and two 100-ton cement silos—range from $45,000 to $65,000 USD FOB.
-
HZS120 Stationary Plant (Inclined Belt Conveyor System): Heavy-duty setups—incorporating a 2.0 m³ twin-shaft mixer, a 4-bin aggregate batcher with independent weighing load cells, a dual-PC synchronous control terminal, and three 150-ton cement silos—range from $110,000 to $155,000 USD FOB.
2. Civil Engineering & Site Infrastructure Costs
Civil works cannot be bypassed or minimized. For an HZS60 setup, constructing the standard C30 reinforced concrete pad array, aggregate retaining walls, and localized drainage basins demands an allocation of $12,000 to $18,000 USD, depending on local soil topography. For an HZS120 belt-fed line, the heavy rebar structural footing grid elevates the civil work capex to $25,000 - $40,000 USD.
3. Peripheral Fleet & Logistical Deployment
Operating a commercial plant requires peripheral machinery to feed aggregate bins and transport mixed material:
- Wheel Loader (3-to-5 Ton Capacity): Mandatory for pushing sand and gravel into the batching hopper ($25,000 – $45,000 USD used/new tier-1).
- Transit Mixer Trucks (8 m³ to 12 m³): Sourcing a baseline fleet of 3 units introduces an additional asset allocation of $90,000 to $140,000 USD.
Global Sourcing Cost Allocation Matrix
The financial data matrix below outlines the typical capital distribution percentage allocations required to establish a fully functional commercial RMC operation.
| Capital Expense Segment | HZS60 Skip Hoist System | HZS120 Inclined Belt System | Financial Priority & Risk Level |
|---|---|---|---|
| Core Mixing Equipment | 35% of Total Capital | 40% of Total Capital | Fixed CAPEX / Factory Insured |
| Civil Work & Foundations | 12% of Total Capital | 10% of Total Capital | Fixed Local Outlay / High Structural Risk |
| Ocean Freight & Duty | 8% of Total Capital | 12% of Total Capital | Variable Cost / Shipping Loop Dependent |
| Site Utilities (Power/Water) | 5% of Total Capital | 4% of Total Capital | Ongoing Infrastructure / Local Tariff |
| Peripheral Sourcing Fleet | 30% of Total Capital | 26% of Total Capital | Fleet Depreciating Asset / High OPEX |
| Working Capital Reserve | 10% of Total Capital | 8% of Total Capital | Cash Runway for Initial Material Slurry |
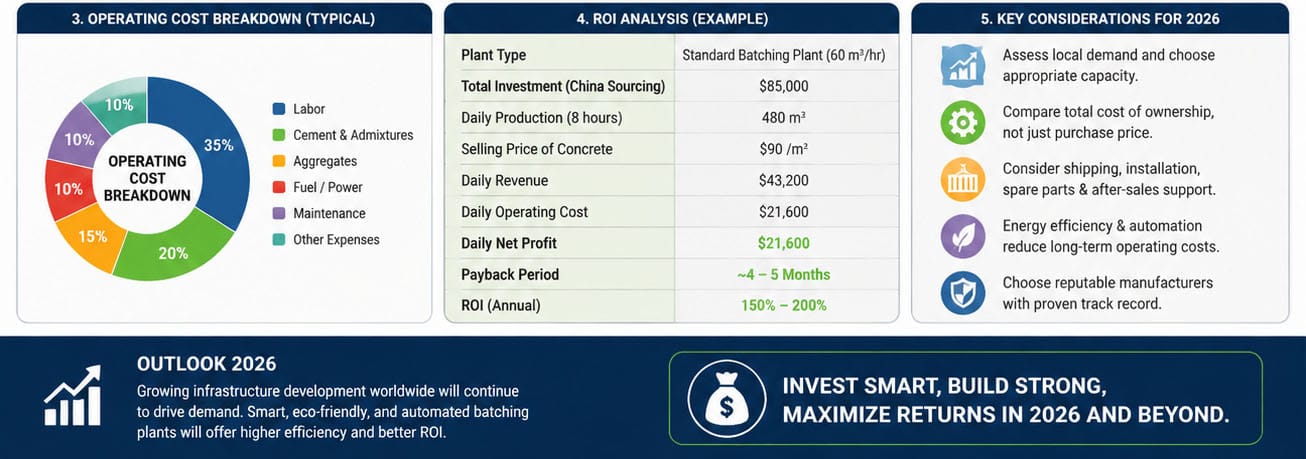
The Industrial ROI & Financial Payback Formula
To evaluate project feasibility, asset managers utilize a strict volumetric operating profit model to calculate the exact timeline required to hit a full capital break-even threshold.
Where Annual Net Revenue is derived via:
$$\text{Annual Net Revenue} = \text{Annual RMC Output Volume} (\text{m}^3) \times \text{Net Operating Profit Margin Per Unit} ($/\text{m}^3)$$
Real-World Operational Scenario: Sourcing an HZS60 Line
- Target Market: Developing urban construction zone (e.g., Southeast Asia or the Middle East).
- Average Concrete Sale Price: $75 USD per m³.
- Raw Materials + Labor OPEX (Cement, Sand, Water, Diesel, Admixtures): $63 USD per m³.
- Net Profit Margin: $12 USD per m³.
- Operational Capacity Factor: Running at a conservative 50% capacity factor over a standard 10-hour shift yields an average output of 300 m³ per day.
- Annual Output Calculation (250 Working Days): $300 \text{ m}^3 \times 250 = 75,000 \text{ m}^3 \text{ per year}$.
- Total Annual Net Cash Inflow: $75,000 \text{ m}^3 \times $12 \text{ USD} = \mathbf{$900,000 \text{ USD}}$.
Under this highly realistic operational profile, an initial total project setup investment of $180,000 USD (encompassing machinery, freight, civil work, and a used loader) recovers its entire initial layout within 4.5 to 6 months of live commissioning.
Operational Risk Mitigation Guidelines
To protect your capital investment and secure these high-density payback margins, your procurement team must integrate three operational safeguards into the initial factory purchase contract:
- Component Lineage Standardization: Ensure your machinery specifications explicitly mandate international or top-tier component brand lineages for critical electrical and pneumatic segments. Specify Schneider electronic breakers, AirTAC pneumatic cylinders, and WAM silo dust filters. This ensures your on-site mechanics can source replacement wear parts locally without waiting for air-freight cargo from China.
- Pneumatic Solenoid Moisture Isolation: In high-humidity tropical sites, water ingress into the centralized valve manifold causes rapid solenoid lockup. Mandate the inclusion of an automated dual-stage air dryer and oil-water separator block right after the primary air compressor loop to protect the plant's pneumatic sequence flow.
- Transit Chute & Structural Wear Optimization: Request Cr26 High-Chromium alloy liner plates for the twin-shaft mixer inner cavity and explicitly specify a minimum 10mm thickness profile for all aggregate bin collection gates. This shifts your first major overhaul cycle from a standard 30,000 batches out past a 60,000-batch operations window.